상표 :
TMAX품목 번호:
결제 :
L/C, T/T, 웨스턴 유니온, 페이팔인증서 :
CE ROHS 인증서리드 타임 :
5일
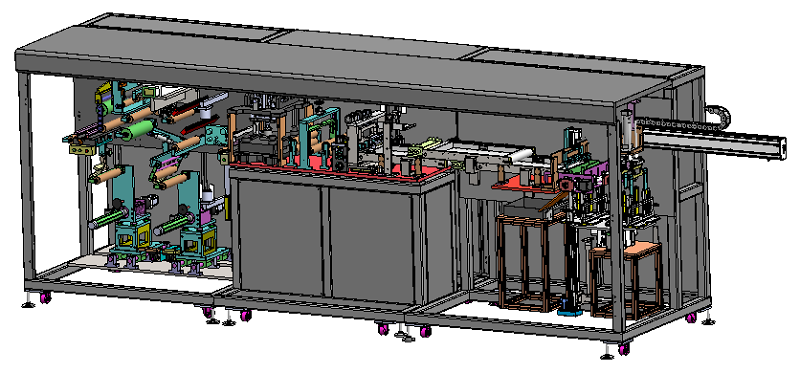
나트륨 이온 배터리 생산 라인용 자동 다이 커팅 머신
1 、 장비 소개
1. 장비 기능
* 풀림 기능(두 개의 풀림 메커니즘을 채택하고, 서보 모터가 독립적으로 자동 풀림을 제어함)
* 편차 보정 기능(펀칭 전 풀림 메커니즘과 전극 의 편차를 보정함 )
* 벨트 장력 제어 시스템(벨트 장력은 두 개의 버퍼 모드로 독립적으로 제어되므로 고속 다이 커팅 과정에서 벨트 흔들림을 줄일 수 있음)
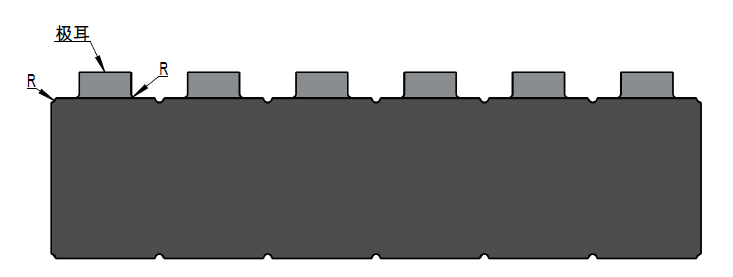
* 금속 오목 볼록 다이는 폴 이어의 형성을 완료하는 데 사용됩니다(텅스텐 강철 다이를 사용하여 수명이 길고 펀칭 버가 작음).
* 장비 롤러의 먼지 제거(풀링 롤러의 먼지 흡수)
* 다이 커팅 전에 전극을 솔질하고 진공 청소합니다.
* 단일 칩 절단 기능(서보 제어 크랭크 샤프트 구동 구조를 채택하여 절단을 완료하고, 텅스텐 강철 금형을 채택하여 수명이 길고 펀칭 버가 작음)
* 단일 전극 이송 기능( 전극을 이송하기 위해 3개의 진공 벨트를 사용하며 , 이송 과정에서 전극 양쪽의 먼지 제거 및 불량품 선별을 실시함)
* 전극 양면의 먼지 제거 (울 펠트와 음압 먼지 수집이 기본이며, 비접촉 정전 먼지 제거 장치는 예약되어 있음) 이 먼지 제거 방법은 선택 사항입니다.
* 이중 CCD 검출 및 전극 표면 결함 라벨링 (CCD가 전극 의 양면을 검출하고 , 라벨링 기계가 검출 후 불합격 제품에 라벨을 붙이고, 극 귀가 형성되면 이 부분을 통과시킵니다. 이 장비에는 기본적으로 이 기능이 없으며 설치 위치는 예약되어 있습니다.) 이 기능은 선택 사항입니다.
l 불량품의 색상 코드 감지(감지 전극에 불량 라벨이 붙어 있고, 전극 장치가 자동으로 불량품을 걸러냄)
* 단일 전극 크기 CCD 감지(각 전극의 전체 크기 감지 시 장비가 자동으로 결함 있는 제품을 걸러냄)
* 전극 수집 기능 ( 재료 상자에 전극 계수 기능이 설치되어 전극 을 분류하는 기능을 갖추고 있으며 , 전극 이 재료 상자에 깔끔하게 수집됩니다);
* 카트리지 케이스 변환 및 전달 기능(카트리지를 턴테이블에 설치하면 카트리지 케이스가 자동으로 변환되고, 조작기가 카트리지 케이스를 추출하여 재료 라인을 연결함) 카트리지 케이스를 라미네이션 기계와 공유할 수 있음
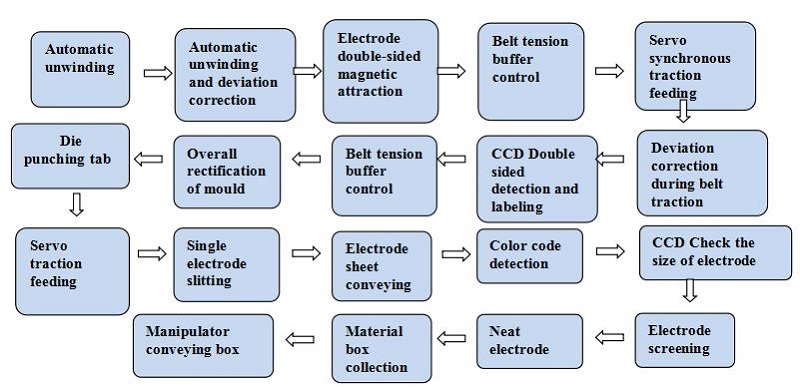
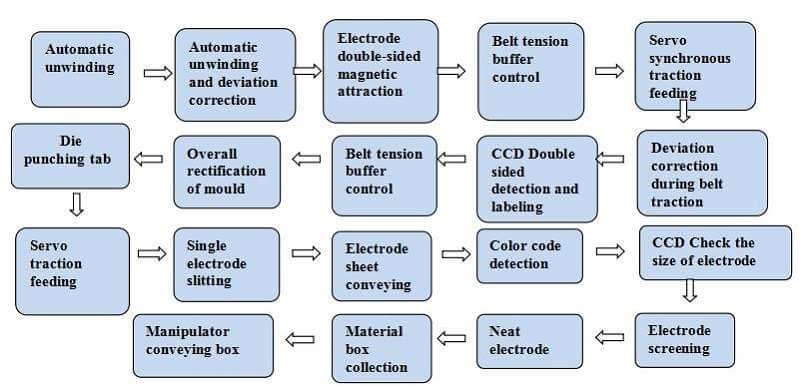
2. 장비 원리
연속적인 극성 코일 공급 원리, 전자 캠 모드를 통한 다이 펀칭 및 극성 임펄스 제어, 서보 견인을 통한 불균등 거리 제어.
3. 장비 동작 프로세스
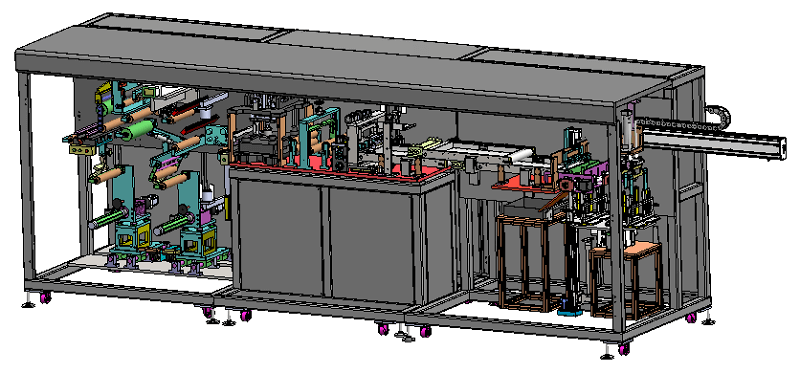
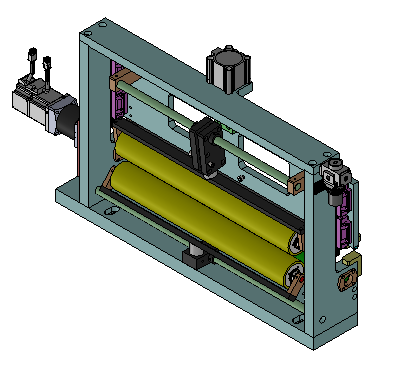
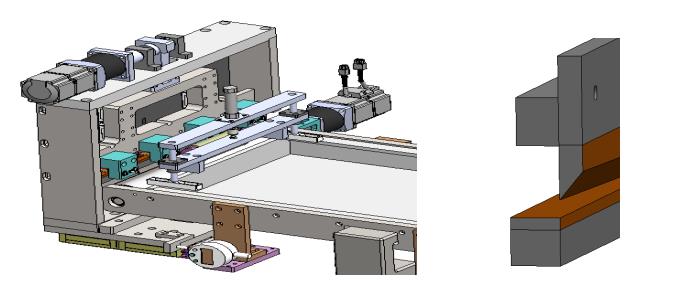
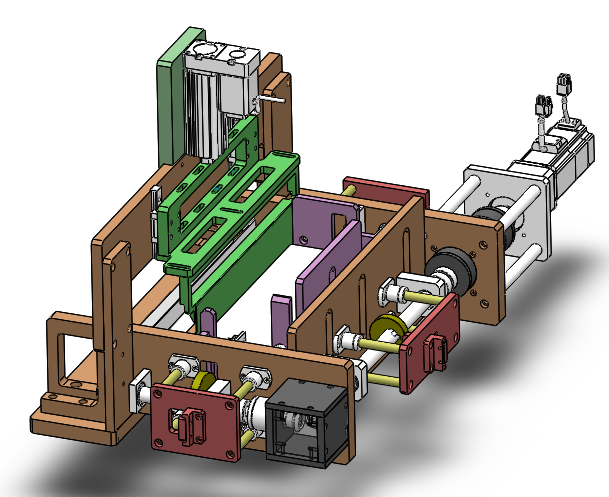
4. 전체 구조
1 ) 크기 : 길이 4200mm ;너비 1280mm ;높이 2050mm .
2 ) 무게 : 1.85T
3) 전체 구조도
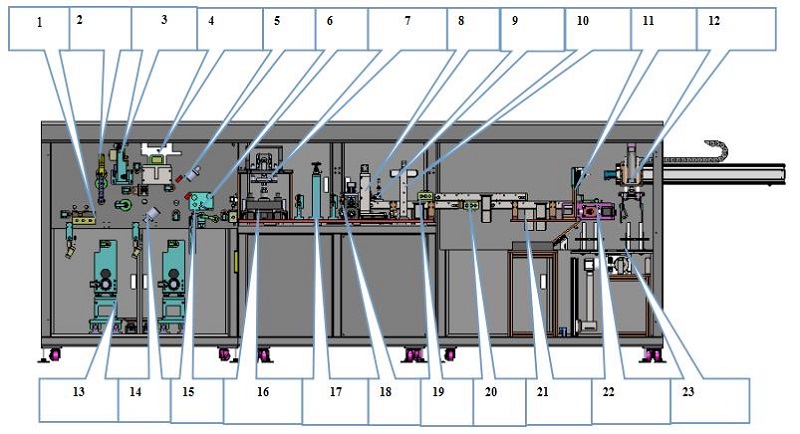
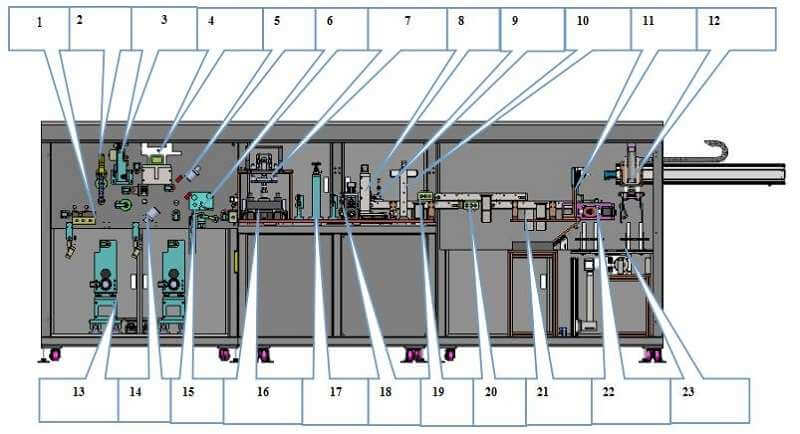
1. 上料接料台: 수유 및 수용 플랫폼
2. 张力缓存机构:장력 완충 장치
3. 滚轮牵引机构: 롤러 견인 메커니즘
4. 过程纠偏组件:공정 수정 요소
5. CCD检测: CCD 테스트
6. 贴胶机:접착제 도포기
7. 极耳成型模切组件: 탭 성형 다이 커팅 어셈블리
8. 裁切机构:절단 메커니즘
9.color 标传感器: 컬러 코드 센서
10. CCD检测机构: CCD 감지 메커니즘
11. 次품剔除机构:리젝트 메커니즘
12. 机械手抓取机构: 조작기 잡는 메커니즘
13. 自动放卷纠偏装置 : 자동 풀림 및 편차 보정 장치
14. CCD 장치 :CCD 테스트
15. 缓存机构: 캐시 메커니즘
16. 模具冲切机构: 다이 펀칭 메커니즘
17. 转型调节机构:변형조정기관
18. 滚轮牵引机构: 롤러 견인 메커니즘
19. 除尘机构:먼지 제거 메커니즘
20. 除尘机构:먼지 제거 메커니즘
21. 次품收集盒:불량품 회수 상자
22. 整齐料盒极分机构:깔끔한 재료 상자 전극 메커니즘
23. 转化料盒机构:변환 상자 메커니즘
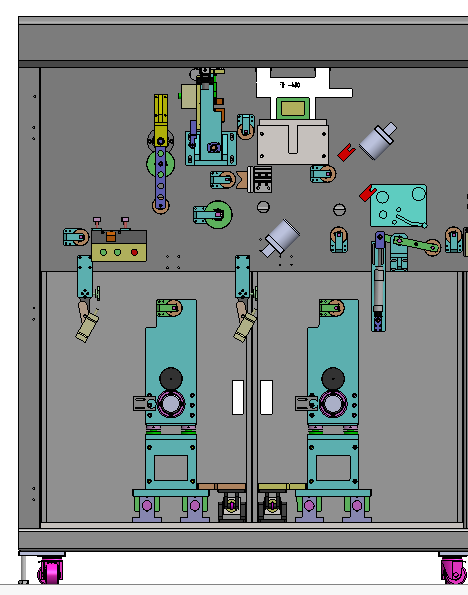
4) 장비 외관도
4. 장비 구성 요소 의 기능 소개
1. 자동 공급 장치
l 최대 직경 :φ700mm ;
l 최대 중량 : 150kg ;
l 슬리브 내경 :150.2±0.5mm ;
l 풀림 및 공급 모드: 공급은 물류 도킹 트롤리 또는 수동으로 직접 작동됩니다 .
l 풀림 메커니즘은 팽창식 샤프트 구조를 채택하고 팽창식 샤프트의 양쪽 끝에는 견고한 구조의 롤링 베어링이 장착되어 있습니다 .
l 코일링 벨트 연결 플랫폼과 보조 마킹 라인이 장착되어 있어 수동 벨트 연결이 편리합니다 .
l 전극 앞뒤의 철분을 제거하기 위해 수신 테이블 뒤에 40000gs의 영구 자석 막대가 있습니다 .
l 다이 커팅 전 극성 조각의 양면 롤러 브러시로 먼지를 수집합니다 .
l 다이 커팅 전 프레싱 장치 사용 ;
l 서보 시스템은 동기식 풀림을 제어하여 장력을 안정적으로 유지하는 데 사용됩니다 .
l 조절 가능한 장력 범위는 0~150N 이며 정확도는 ±10%입니다 .
l 상하 재료의 전후에 릴링 샤프트가 흔들림≤5mm ;
l 권취축 끝면에서 보호커버 바깥쪽까지의 거리≤250mm ;
l 안전 보호 설계 탑재
l 편차 보정 시스템은 고정밀 CCD 편차 보정 센서를 채택하여 반대편을 제어하고 편차 보정 정확도를 ±0.2mm로 향상시킵니다 .
1. 벨트 장력 제어 시스템
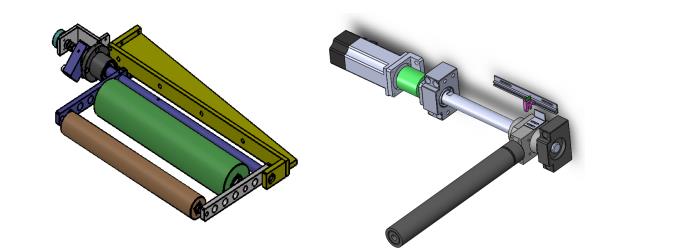
l 소재벨트의 풀림 장력 제어는 두 가지 메커니즘으로 구성됩니다 .
l 공기 팽창 샤프트의 풀림 부분은 낮은 마찰 실린더의 스윙에 의해 제어되어 풀림 과정 동안의 장력을 제어합니다 .
l 다이 펀칭 작업 시 벨트가 상하로 움직이면 서보 모터가 스크류 로드를 당겨 이를 보정합니다. 예를 들어, 다이가 상하로 움직일 때 서보 모터는 폴피스의 길이를 빠르게 당겨 폴피스 이송 과정에서 장력을 유지합니다 .
l 스윙 부분은 고정밀 비례 밸브, 고정밀 전위차계 및 저마찰 실린더를 채택하여 동기적으로 공급을 제어합니다 .
l 나사봉은 서보 아날로그 수량으로 제어되며, 장력은 극조각의 크기에 따라 설정될 수 있습니다 .
2. 탭 펀칭 및 성형 장치
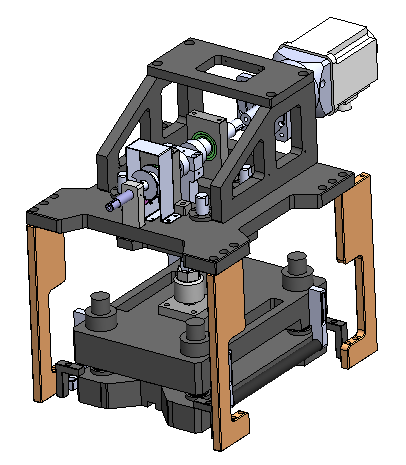
l 금속 오목 볼록 다이 펀칭 형태를 채택하여 탭 형성을 완료합니다.
l 상하 다이 펀칭은 가위점 접촉 방식을 채택합니다 .
l 서보 구동 크랭크 샤프트는 다이의 고속 펀칭 동작을 완료하는 데 사용되며 폴 피스는 슬라이싱 공정 중 손상, 분말 낙하, 날카로운 모서리 및 기타 결함이 없습니다 .
l 다이의 분해 및 설치가 간편하고, 폴피스 폭 조절이 용이합니다. 일정 범위 내에서 다양한 크기의 폴피스를 수용할 수 있으며, 교체 시간은 1시간 미만입니다 .
l 금형 아래에 깔때기 모양의 폐기물 수집 장치가 설치되어 있으며, 펀칭 및 절단 후 발생하는 폐기물은 즉시 깔때기 장치로 흡입되어 폐기물 재활용 상자에 수집됩니다(교대당 1회 세척, 세척 시간 ≤ 5분 )
l 다이의 상부 다이에는 정압 블로잉 냉각 기능이 장착되어 다이의 펀칭 수명을 향상시킵니다 .
l 펀칭 메커니즘에는 안전 보호 광섬유와 안전 보호 커버가 장착되어 있습니다 .
l 시스템은 고정밀 CCD 편차 보정 센서를 채택하여 편차 보정 정확도를 향상시켰습니다 . ≥0.2mm;
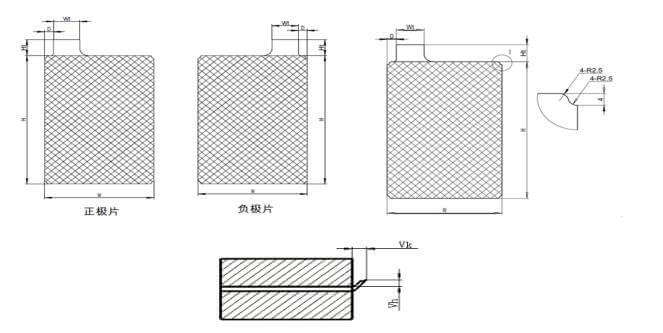
l 펀칭 후 전극 의 매개변수 :
3. 벨트 견인 장치
l 재료 벨트 견인 및 운반 프로세스는 두 세트의 견인 롤러 어셈블리로 구성됩니다 .
l 동기화를 전달하는 고속 제어 릴링 프로세스의 첫 번째 세트 ;
l 고속 제어 펀칭 센터 폴 피스 전달 동기화의 두 번째 세트 ;
l 서보 제어 불균등 거리 공급 기능을 채택합니다 .
l 다이 커팅 후 탭이 떨어지는 것을 방지하기 위해 트랙션 롤러 앞에 황갈색 가이드 휠이 있습니다 . 모델 변경 시 가이드 휠을 쉽게 조정할 수 있습니다 .
l 두 롤러에는 롤러의 견인 중 축적된 먼지를 제거하기 위한 분말 흡수 롤러가 직접 장착되어 있습니다 .
l 압축 롤러는 공기 실린더에 의해 자동으로 압축되므로 실을 끼우는 데 편리합니다 .
4. 절단 메커니즘
l 폴 슬라이스 절단 공정에는 절단 전 폴 슬라이스의 연성과 폴 슬라이스 분말 절단의 치수 정확도를 보장하기 위해 전면에 사전 프레싱 기능이 있고 후면에 견인 롤러가 있습니다 .
l 절단 후 장비에는 유도 광섬유가 장착되어 극칼이 여러 조각의 폐기물로 오인되는 것을 방지합니다.
l 하부 커터는 먼지를 흡수하기 위해 진공이 설치되어 있습니다.
l 내장된 텅스텐 강철 칼날을 채택하여 유지 보수 및 교체 비용을 절감합니다 .
l 절단에는 계산 기능이 있습니다.
5. 급식상자 전극 교정 기능
l 전극 작동 중 서보 모터는 전극을 교정하기 위해 정렬 메커니즘을 구동합니다 .
l 교정 후, 전극을 재료 상자에 쌓아서 재료 상자 안의 전극이 깔끔한지 확인합니다 .
l 재료 상자에는 계수 기능이 있으며, 극 조각은 작동 및 적재 중에 손상, 압착, 굽힘, 긁힘 및 기타 결함이 없습니다 .
l 재료상자 내의 전극이 채워 지면 자동으로 버퍼 메커니즘으로 전환되어 재료를 받습니다 .
5 、먼지 제거 장치(옵션)
l 1) 양모바퀴, 먼지를 모으기 위한 음압
l 장비는 양모 휠과 음압 먼지 제거 방법을 채택하여 먼지 제거 효과가 좋고 효율이 높으며 비용이 저렴합니다.
l 전극 이 세척 헤드의 입구 끝을 통과 할 때 구동 브러시를 굴려 분말을 쓸어 전극 표면의 먼지를 제거합니다 .
l 이후, 극 조각은 내부 음압 바람을 받아 브러시 휠에 떠다니는 먼지와 먼지를 흡수합니다 .
l 먼지는 음압팬에 포집되므로 청소가 간편합니다(월 1회, 청소시간 ≤ 5분).
l 1) 비접촉 먼지 제거
l 고압 이온풍의 비접촉식 먼지 제거 방법을 채택합니다. 이 방법은 먼지 제거 효과가 좋고 효율이 높으며 비용이 많이 듭니다.
l 전극이 세척 헤드의 입구 끝을 통과할 때 , 여기의 이온화 구름과 코일 표면의 정전기가 제거됩니다.
l 그 다음, 전극은 세척 헤드 장치의 내부 송풍과 진공 공기 흐름에 의해 생성된 난류 공기 흐름의 영향을 받습니다 .
l 난류 공기 흐름의 영향으로 전극 의 고주파 프레팅이 발생합니다 .
l 전극 의 고주파 프레팅과 난류 공기 흐름의 결합 작용으로 극판 표면의 공기 계면층이 파괴되고 동시에 계면층에서 방출된 오염 물질이 진공 공기 흐름으로 빨려 들어갑니다 .
l When the electrode leaves the cleaning head, the pole piece will pass through another ion cloud to prevent secondary pollution on the surface of the electrode.
6.Design features
Features | Advantages |
Non contact cleaning | Avoid the risk of marks and damage on the surface of the electrode, and at the same time, do not affect the tracking detection of the position of the electrode on the belt |
Electrostatic control integration | Neutralize static electricity, optimize cleaning performance, and effectively pre polarize the secondary pollution on the surface of the sheet |
Unique "fixed port" system | The pipeline connection of the cleaning head is fixed, and the installation of the cleaning head is easier |
Air volume balance | The deviation value between blowing volume and vacuum air flow can be completely controlled |
Automatic vacuum control | Reduce the frequency of manual adjustment by operators. Automatically maintain the best cleaning effect |
Lossless parts | Lower operation cost |
Silent operation | No health and safety problems caused by noise |
7.Schematic diagram of CCD detection and labeling (an optional device)
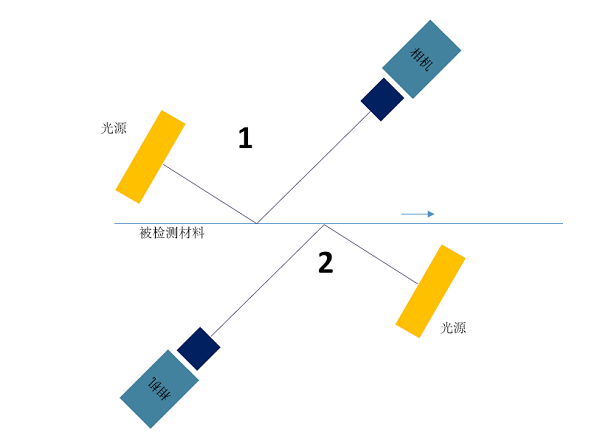
l Intelligent classification: using machine learning and artificial intelligence technology, self-learning and automatic classification can be carried out according to the user's definition of defect category;
l PostgreSQL:Adopt the most advanced open source database to store defect images, such as defect location, size and other information;
l Automatic archiving: defect data can be automatically backed up to external devices or systems according to user settings
l Diversified reports: provide reports on test results and statistical data in the form of tables and graphs
l Surface evenness analysis: display the surface evenness of materials in real time with digital;
l practical and convenient operation interface: it can eliminate and mark serious defects and other practical functions, which is convenient for operators to operate;
l IO interface: provide input and output signals such as alarm, paper break, roll change, start and stop;
l Factory interface: Based on Windows operating system, it can connect with other systems and equipment of customers through tcp/ip, Ethernet, OPC and other interfaces;
l Remote access maintenance: under the condition that the equipment is connected to the Internet, the system can be upgraded and maintained through Internet remote access;
l Technical support: 7 x 24-hour network and hotline support
l Detection system interface
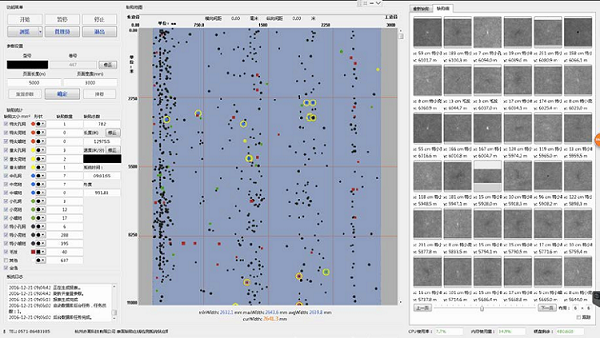
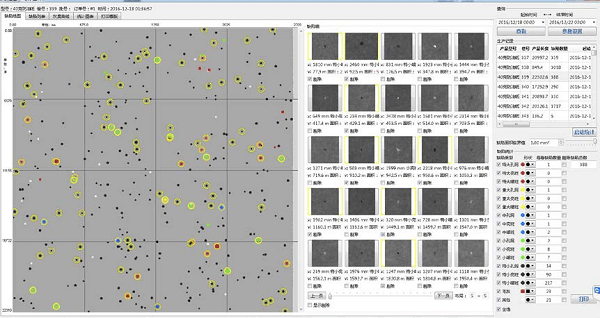
l 보고서 보기 인터페이스
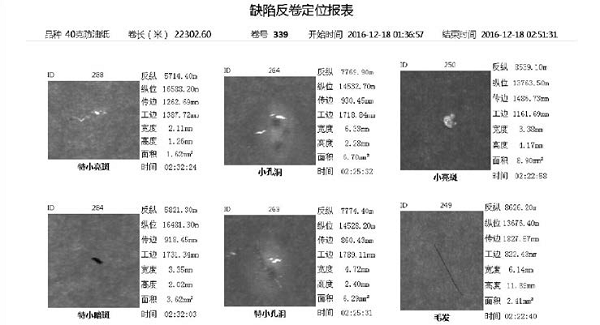
l d 결함 제거 보고서
l 주요 결함 검출 정확도 지수표
라벨링 기계 장치 :
라벨링 기계 세트를 장착하여, 부착 속도는 절단 속도와 일치하며, 라벨링 중심선과 극 조각의 내부 가장자리 거리를 조정할 수 있으며 정확도는 ± 2mm입니다.
라벨 크기: 너비 12mm, 길이 14mm이며, 사용자가 맞춤 설정할 수 있습니다.
SN | 목 | 투기 | 주목 |
1 | 공급 폭 | 300 ~ 420mm ( 탭 포함 ) |
|
2 | 유입되는 재료 두께 | 음극 : 9~200μm;양극 : 9~200μm |
|
3 | 배출 드럼의 내경 | 6 인치 φ 150 .2mm |
|
4 | 적용 시스템 | 리튬 철 인산염, 리튬 코발트 산화물, 리튬 망간산염, 3원 재료, 흑연 및 기타 배터리 및 커패시터 슬러리 시스템 |
|
5 | 전극 시트 의 외경 | ≤φ700mm |
|
6 | 코팅 방법 | 연속 코팅 |
|
7 | 유입 코팅 폭 오류 | ≤±2mm |
l 들어오는 권선 단면의 균일도 오차 :±5mm ;
l 사문석 오차 :X±2mm/m ;
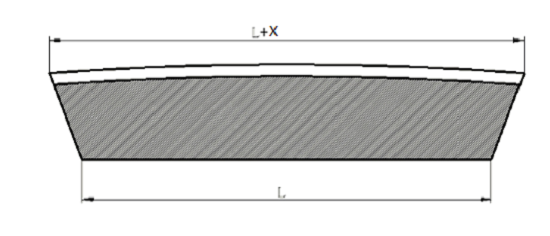
l 전극 파형 :X ± 5mm/m ;
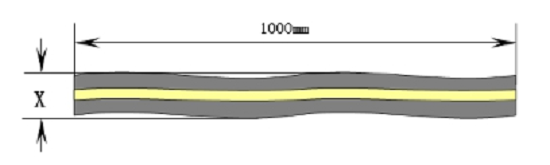
l 금형의 사용수명을 보장하고, 금형 절삭위치에서의 재료두께변화는 10μm 이하로 한다.
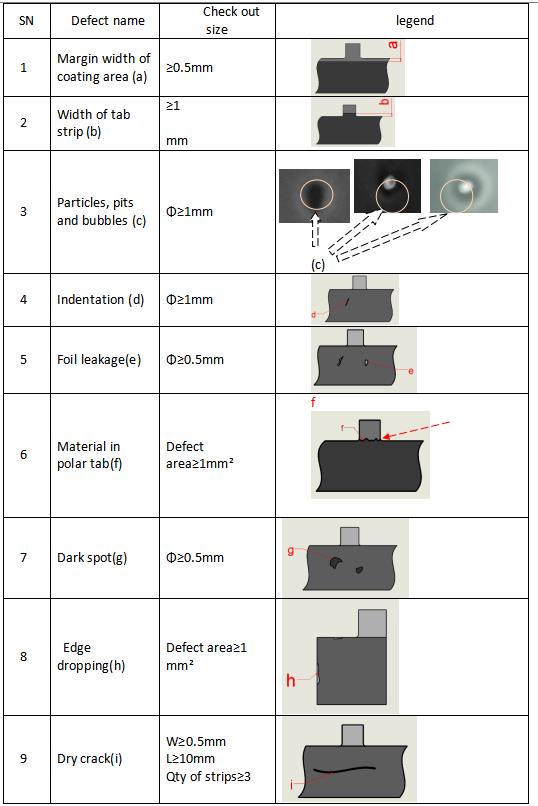
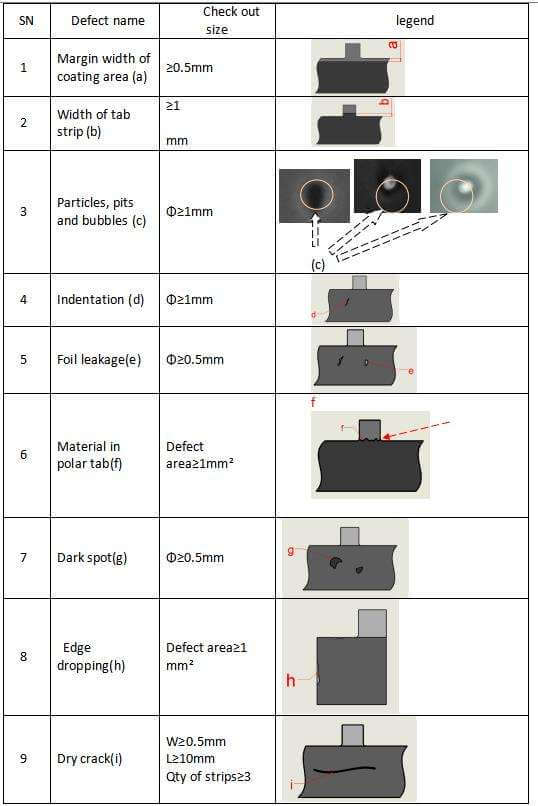
C 、 장비 생산 공정
펀칭 후 전극 의 크기 범위 및 정확도 | ||||
SN | 목 | 크기 ( mm ) | 정확성 | 주목 |
1 | 전극 W | 40 ~ 110 | ±0.2mm | |
2 | 전극 H | 60 ~ 160 | ±0.25mm | |
3 | 전극 높이 | 10 ~ 30 | ±0.2mm | |
4 | 전극 D 거리 | 5~ 20 | ±0.25mm | |
5 | 전극 무게 | 6 ~ 65 | ±0.2mm | |
6 | 버 vh | ≤7um |
|
|
7 | 버 vk | ≤25um |
| |
D 、장비의 기술지표 매개변수
SN | 목 | 투기 |
1 | 펀칭 방법 | 다이 펀칭 |
2 | 탭 및 마크 홀용 다이의 서비스 수명 | 음극 몰드 100만회/연삭, 몰드 연삭 횟수 ≥ 10회 800000회/양성금형 분쇄, 금형 분쇄 횟수 ≥ 10회 수리 후 다이커팅 나이프의 총 수명: ≥ 1000만회 |
3 | 하중 조건 | Manual roll loading function, the equipment can realize the residual material detection and alarm function It can distinguish between roll termination tape and tape splicing tape (different tape colors) |
4 | Electrode deviation correction device | The deviation correction accuracy is guaranteed to be 0.1mm on the premise that the material has no edge defects |
5 | Electrode tension control | Tension control accuracy<10% |
6 | Stamping die | SKD-11 + Imported alloy tungsten steel |
7 | Dust removal device | Dust removal on both sides of electrode after punching |
8 | Magnet adsorption | ≥40000GSPermanent magnet rod |
9 | CCD testing | A set of CCD detection device is set on the front and back of the pole piece respectively |
10 | CCD configuration | 8K camera 2 pcs,light source 2 pcs |
11 | CCD Detection scope | Max450mm(Coating width:400mm) |
12 | CCD Test items | Coating defects of standard lithium battery pole pieces such as exposed foil, dry material, dark spots, scratches, foreign matters, etc |
13 | CCD Test items | Transverse0.1mm、Portrait:0.1mm (Best detection state)(80m/min, cutting speed) |
14 | CCD Other functions of the system | Alarm output or labeling can be provided according to the size, type, density, cutting position and periodicity of defects. All detected defect data are stored in SQL database in each volume, or exported to the factory's information management system or various standard databases. Reportranger software can automatically or manually output various automatic reports of production and quality management according to needs, and can be set according to customer needs, accurately label the edges of materials, and cooperate with downstream processes to better find and deal with various defects. |
15 | Labeling mechanism | Label cutting and labeling mechanism; The labeling speed matches the pulling speed, and the labeling machine is located at the tab |
16 | MES system | All process equipment used shall have MES system interface |
17 | Efficiency | ≥120ppm,Rate of mobilization≥95%,Qualified rate≥98% |
18 | Quick change time | The model of a single replacement mold does not exceed 1person*1H |
19 | Other requirements | 1. A. 장비 프로그램 업데이트는 원격으로 구현 가능합니다. b. 하드웨어(전기) 감지. 네트워크가 연결된 노트북은 원격 모드로 구성되고, 원격 제어에 필요한 소프트웨어는 노트북에 설치됩니다. 장비 제조업체는 노트북을 통해 장비의 원격 제어를 구현합니다. 데이터 보안을 위해 노트북에 모니터링 프로그램을 설치하여 노트북을 통해 교환되는 모든 데이터를 모니터링합니다. 2. 장비의 계층적 관리: 최소 3단계가 필요합니다. 최상위 수준은 장비 관리 권한으로, 장비의 모든 작업을 수행하고 모든 비밀번호를 재설정할 수 있습니다. 두 번째 수준은 장비의 모든 매개변수를 변경하고 장비 작동을 구현하는 것입니다. 최하위 수준은 장비 작동이며 일부 작업을 변경합니다. 장비 작동 시간 기록 기능의 경우, 기록 내용은 자동 작동 시간, 대기 시간, 수동 작동 시간, 고장 시간으로 구분해야 합니다. 기계 시간은 장비가 켜졌지만 작동하지 않는 시간으로 정의되며, 고장 시간은 장비에 고장이 발생하고 오류 메시지가 제거되지 않은 시간, 그리고 비상 정지 버튼이 눌린 시간으로 정의됩니다. 자동 운전과 수동 운전은 장비의 정상적인 작동 시간이며, 고장이나 오류 없이 유지됩니다. 선택된 운전 모드에 따라 구분할 수 있습니다. 장비에는 최소 2일 분의 운전 기록이 보관되어야 합니다. 운전 기록은 하루에 한 번씩 MES 시스템 또는 기타 관리 시스템으로 전송되고 FTP를 통해 업로드되어야 합니다. 업로드된 파일은 CSV 형식이어야 합니다. 장비 매개변수 변경 기록 기능도 제공됩니다. |
20 | 진동 표준 | 진동 강도는 장비 진동에 대한 ISO-2372 국제 표준을 충족해야 합니다. (진동강도 ≤ 0.45mm/s) |
21 | 안전 장치 | 1. 펀칭 메커니즘, 커팅 메커니즘 및 기타 메커니즘에는 작업자의 진입을 방지하기 위한 안전 보호 도어가 장착되어 있으며 도어 개방 보호 회로 설계 및 비상 정지 기능이 있으며 안전 경고가 있습니다. 2. 고장 알람 표시기는 3색 램프와 부저 알람이며, 터치스크린 패널에 기록 표시가 있습니다. |
E 、장비의 주요 구성 요소
SN | 이름 | 상표 |
1 | PLC | 파나소닉 |
2 | 터치스크린 | 와인뷰 |
3 | 주파수 변환기 | 슈나이더 |
4 | 서보 모터 | 파나소닉 |
5 | 스테퍼 모터 | 레이사이 |
6 | 실린더 및 공압 부품 | 에스엠씨 |
7 | 리니어 가이드 레일, 나사봉 | 티케이 |
8 | 감지기 | 킨스 |
9 | 베어링 | 엔에스케이 |
10 | 솔레노이드 밸브 | 에스엠씨 |
11 | 온도 조절기 | 오므론 |
12 | 자동 제어 밸브 | 상하이 쯔이 |
13 | 진공 게이지 / 압력 게이지 | 에스엠씨 |
14 | 저전압 전기 부품 | 슈나이더 |
15 | CDD 테스트 | 치샤오 테크놀로지 |
16 | 곰팡이 | 웨이 셩 |
17 | 가이드 포스트 | 미스미 |
18 | 광섬유 | 파나소닉 |
19 | 자석 스위치 | 에스엠씨 |
20 | 저전압 전기 부품 | 슈나이더 |
F 、장비 사용 환경
SN | 목 | 단위 | 투기 | 주목 | |
1 | 전체 라인 전원 | kw | 15 | 380V , 3상 | |
2 | 압축 공기 | 압력 | 엠파 | 0.5 ~0.8 MPa |
|
|
| 소비 | 리터/분 | 50 |
|
3 | 진공 | 진공도 | 케이파 | / |
|
|
| 소비 | m3/시 | / |
|
|
| 소비 | m3/시 | / |
|
4 | 질소 | 압력 | 엠파 | / |
|
|
| 소비 | m3/시 | / |
|
5 | 수돗물 소비량 | m3/시 | / |
| |
6 | 공정 냉각수 | 온도 | 섭씨 | / |
|
|
| 소비 | m3/시 | / |
|
참고: 장비에 관련된 매개변수는 반드시 입력해야 하며, 관련되지 않은 매개변수는 "/" 또는 "-"로 입력할 수 있습니다 . | |||||
G 、예비 부품
SN | 이름 | 투기 | 수량 | 주목 |
1 | 펀칭 도구 |
|
|
|
2 | 다이 커팅 도구 |
|
|