David Yuan

+86 18659217588


+86 18659217588


상표 :
TMAX품목 번호:
TMAX-WHFT-500결제 :
L/C, T/T, 웨스턴 유니온, 페이팔인증서 :
CE ROHS 인증서리드 타임 :
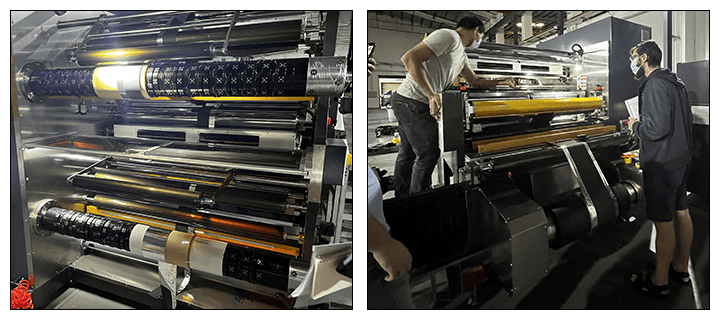
5일슈퍼커패시터 조립용 500mm 폭 롤투롤 연속 전극 슬리팅 머신
Ⅰ . 장비 소개
1.1 장비 기능
SN | 목 | 사양 | 주목 |
1 | 적합 | 리튬 철 인산화물, 리튬 코발트 산화물, 리튬 망간 산화물, 3원계, 니켈 코발트 망간 산화물, 리튬 티타늄 산화물, 탄소 흑연 등과 같은 시스템의 전극 에 적합합니다. |
|
2 | 작동 기판 매개변수 | 알루미늄 호일 (AL) : 두께: 9 ~ 30um 폭 : 50 ~ 50 0mm 롤 직경: 최대 40 0mm |
|
동박 (Cu) : 두께: 6 ~30um 폭: 5 0 ~ 50 0mm ; 롤 직경 : 최대 40 0mm ; |
| ||
3 | 롤 표면 설계 폭 | 6 50mm |
|
4 | 절단 폭을 확보하세요 | 30 ~ 50 0mm |
|
5 | 장비 기계적 작동 속도 | 50m/분 |
|
6 | 장비 슬리팅 속도 | 1-40m/분 | 슬리팅 효과 에 따라 |
7 | 전극 두께 범위 | 70-250μm |
|
8 | 슬리팅 방법 | 1. 복합 블레이드 절단; 2. 서촌식 칼군 구조; 3. 절단 사양을 결정해야 합니다. |
|
9 | 권취 방법 | 2축 슬립 축 오정렬 권선 |
|
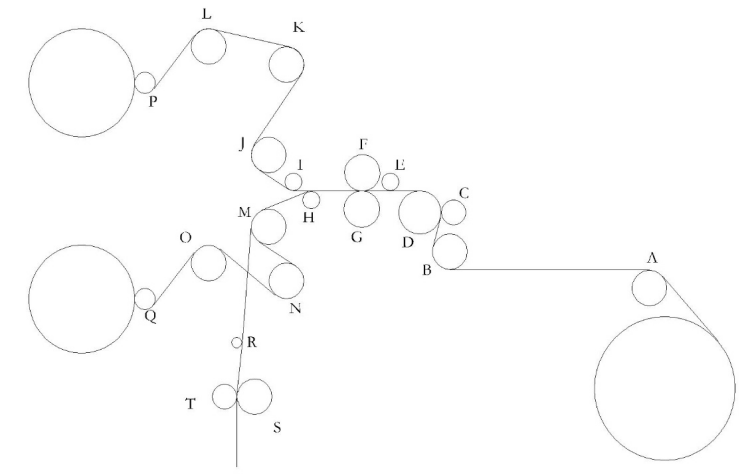
1.2 원칙 소개
압연된 양극/음극판을 권취 장치에 넣고, 동력 견인력을 이용하여 절단 공정 사양에 따라 배열된 절단 블레이드 그룹에 플레이트를 공급합니다. 상하 권취 장치는 분할된 플레이트를 롤 형태로 모으고, 양쪽 가장자리 재료는 가장자리 재료 메커니즘에 의해 수집됩니다. 이 장비는 편차 보정 시스템, 장력 전달 시스템, 그리고 흡입 시스템(블레이드 흡입 포함)의 지원을 받아 전극 스트립의 정밀한 작동을 보장하고, 공정 범위 내에서 안정적인 절단, 버(burr), 직진도 및 기타 공정 지표를 보장합니다.
1.3 장비 동작 프로세스
트롤리 로딩을 풀기 샤프트로 옮깁니다 . 테이크 오버 플랫폼 입니다. 트랙션 롤러 입니다. S 리팅 나이프 그룹 입니다. 오버 롤 그룹 입니다. 상하 차동 축 와인딩 축을 분리합니다 . 가장자리 소재를 와인딩합니다 . 필요한 전극 장력을 설정합니다. 전극 보정 시스템을 자동 모드로 전환 합니다 . 시스템 시작 버튼을 누릅니다 . 장비가 자동으로 롤로 자르고 수집합니다.
1.4 O 전체 구조
기계 전체 크기 ( L × W × H ) : 약 18.00x23.00x1.900mm
진공청소기 외부 치수 ( L × W × H ) : 약 800x800x1400mm
칼 캐리지 외부 치수 ( L × W × H ) : 약 1200x400x1000mm
1.5 주요 성분 구성
1.5.1 풀림 메커니즘
SN | 목 | 사양 |
1 | 풀림 메커니즘 | 1. 단일 축 중심 풀림; 2. 3인치 풀림 ; 3. 롤 직경 최대 400mm; 4. 최대 너비는 500mm입니다. |
2 | 인수 플랫폼 | 이중 공압 막대형; |
3 | 교정 시스템 | 1. 자동 초음파 서보 교정기; 2. 편차 보정 스트로크 ± 40mm; 3. 보정 정확도 ± 0.2mm. |
4 | 텐션 시스템 | 1. 전자동 토크 폐쇄 루프 장력 제어 2. 0~250N까지 조절 가능. |
1.5.2 슬리팅 메커니즘
SN | 목 | 사양 |
1 | 기계적 속도 | 최대 50m/분 |
2 | 슬리팅 속도 | 0- 40m /분 |
3 | 슬리팅 방법 | 1. 복합 블레이드 절단; 2. 서촌식 칼군 구조; 3. 절단 사양을 결정해야 합니다. |
4 | 슬리팅 나이프 | 1. 복합 블레이드 커터 2. 재질 : 텅스텐강 합금 3. 블레이드 사양: 상부 블레이드 Φ 100* Φ 65 * 0.7mm (35도) 하부 칼날 Φ 100* Φ 65 * 2.0mm (90도) 4. 블레이드 수명: 음극 : 150000~200000미터 양극 : 250000~300000미터 5. 윗날은 10번 정도 닦을 수 있습니다. |
5 | 칼 조정 방법 | 1. 상단 및 하단 칼날 사이의 간격은 조절 가능합니다. 2. 물린 정도는 실을 통해 쉽게 조절할 수 있습니다. |
6 | 나이프 그룹 드라이브 | 1. 공구 축은 서보 모터에 의해 구동됩니다. 2. 칼 그룹의 선형 속도의 백분율은 제어 화면 설정을 통해 조정할 수 있으며, 조작이 간편하고 쉽습니다. |
7 | 세척 장치 | 아랫날에는 곧은 강모 브러시가 있습니다. |
8 | 슬리팅 폭 정확도 | ≦± 0 . 1㎜ |
9 | 전극 뱀 모양 | ≦ ± 0. 3mm /1000mm |
10 | 전극 의 금속 버 | 1. 세로 금속 버 ≤ 6 μM 2. 수평 금속 버 ≤ 10 μM |
1.5.3 권취 메커니즘
SN | 나는 항목 | 사양 |
1 | 와인딩 샤프트 | 1. 두 개의 축 전극은 엇갈리게 감겨 있습니다. 2. 계정 슬라이드 샤프트; 3. 3인치 와인딩 샤프트 코어; 4. 최대 권취 직경은 400mm입니다. 5. 싱글 링 40mm; 권선은 가변 주파수 모터에 의해 구동됩니다. |
2 | 롤업 정확도 | ≦±0.4mm ; |
3 | 압력 휠 | 1. 중력 압력 휠로 가장자리 뒤틀림을 방지합니다. 2. 사양 (75mm) (기타 사양은 별도 구매) 실린더 구동식 개폐. |
4 | 먼지 제거 메커니즘 | 1. 잘라낸 재료의 먼지를 털고 위와 아래의 두 그룹으로 나눕니다. 2. 역롤러 브러시 흡입; 3. 브러시는 스테퍼 모터로 구동됩니다. a . 통합 파이프라인 흡입; b . 절삭날 먼지 제거 |
5 | 엣지 소재 메커니즘 | 1. 엣지 소재 와인딩은 좌우 두 그룹으로 구성됩니다. 2. 좌우 그룹은 독립적인 서보 모터로 구동되며 토크는 조절 가능합니다. 3. 가장자리 낭비>5mm; 4. 가장자리 소재를 잡아당긴 후, 소재 상자에 모아줍니다. |
1.5.4 제어 메커니즘
SN | 나는 항목 | 사양 |
1 | 메인 제어 장치 | 1. 회전 가능한 중앙 제어 패널; 2. 상태 네트워크를 갖춘 오므론 메인 컨트롤러; 3. 주요 구성품은 모두 수입 브랜드입니다. |
2 | 전기 상자 레이아웃 | 1. 분할된 관리 레이아웃: 2. 기계, 공압, 전기 보드 구역의 독립적인 레이아웃 3. 전기 패널 부분은 먼지를 효과적으로 차단하여 유지관리가 용이합니다. |
3 | 경고/유지관리 | 1. 3가지 컬러 조명과 증폭기를 갖추고 있습니다. 2. 장비 가동/비정상 시, 소리 및 빛 경보를 발령합니다. 3. 제어 인터페이스에는 IO 체크리스트가 있습니다. |
4 | 전기 작업 조건 | 1, 380V/60Hz, 3상 2. 가스 소비량: 13 L/h; 3. 총 전력 : 약 6Kw |
5 | 장비 활용률 | ≥99% (밴드 파손율 <1%) |